Spot micro-soudage
| Spot micro-soudage |
|
soudeuse à l'arc portable compact avec un pistolet de soudage pour le soudage à distance en tôle d'acier inoxydable et une épaisseur ordinaire de 0,08 ... 0,15 mm de pièces en acier massif et pour l'assemblage de soudage en acier diamètre de fil de 0,3 mm. Il peut être utilisé dans de nombreux secteurs de l'économie, par exemple, dans la fabrication de thermocouples, pour le soudage à des capteurs à jauge de contrainte métallique, pré-collé sur une feuille d'acier, et dans beaucoup d'autres cas. L'apparition de la machine de soudage est représenté sur la troisième c. onglets (ci-dessus). unité de puissance Poids de l'appareil - environ 8 kg-225h135H120 dimensions mm. Comme on peut le voir sur le schéma de circuit (Figure 1), le dispositif est constitué de deux éléments principaux: un relais électronique SCR V9 et puissant transformateur T2 de soudage. Fig.1 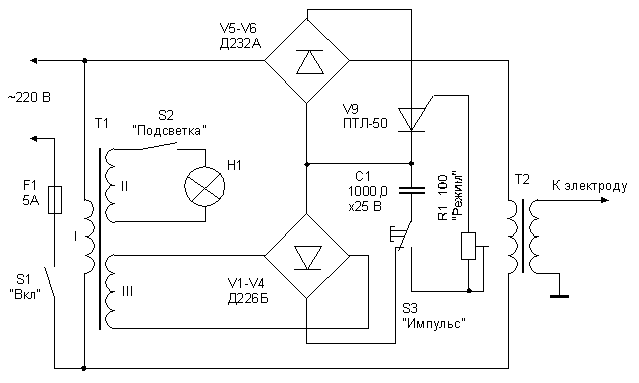 Pour l'une des conclusions de sa basse tension enroulement secondaire connecté à l'électrode de soudage, la deuxième borne est solidement relié à la plus massive des deux pièces à souder. Réseau enroulement primaire du transformateur de soudage est connecté à un réseau par l'intermédiaire d'un pont de diodes V5, V8, qui est inclus dans le relais électronique SCR V9 diagonale. La faible puissance auxiliaire transformateur T1 alimente le circuit SCR de commande (bobine ///) et lampe d'éclairage HI soudure (enroulement //). Le dispositif fonctionne comme suit. Avec la fermeture des contacts de commutation S1 à "On". tension d'alimentation de 220 V est fournie à l'enroulement primaire du transformateur unité de commande T1 SCR primaire. Le condensateur C1 est connecté via les contacts fermés du commutateur S3 "Impulse" au pont redresseur V1-V4, est chargé. L'enroulement primaire du transformateur T2 soudage primaire est mis hors tension, comme V9 GT-R est fermé. En cliquant sur le bouton interrupteur S3 chargé condensateur C1 est connecté à l'électrode de commande du SCR V9 par résistance variable R1. la décharge du condensateur SCR courant ouvre et la tension d'alimentation fournie à l'enroulement primaire du transformateur T2 soudage. Si l'enroulement secondaire du transformateur de soudage est reliée avec les parties soudées, alors il en résulte une impulsion de courant de puissance, ce qui provoque un fort échauffement du métal et le point de contact de l'électrode de soudage. la durée d'impulsion du courant dépend des paramètres du circuit de temporisation R1C1. Lorsque les éléments de dénominations que fins spécifiées dans le schéma, la tp durée d'impulsion maximum (hors résistance interne SCR) est approximativement égale à 0,1. Pendant ce temps, le courant secondaire peut atteindre 300 ... 350 A. Ceci est tout à fait suffisant pour une structure durable soudée à la construction massive de certaines parties de la feuille jusqu'à une épaisseur de 0,15 mm, par exemple de 1H18N10T en acier inoxydable. Retournez l'appareil à son état d'origine aura lieu à la fin de la décharge du condensateur C1. conditions de soudage optimales définies trimmer R1 "Mode". Structurellement, la machine de soudage est composé de deux parties: une unité d'alimentation et un pistolet de soudage, qui sont reliés entre eux par l'intermédiaire d'un connecteur câble multicontacts flexible. Sur l'unité de puissance châssis placé presque tous les éléments du dispositif. La conception du châssis et de ses dimensions principales sont présentées dans la maçonnerie. Fig.2. Le boîtier de l'unité de puissance 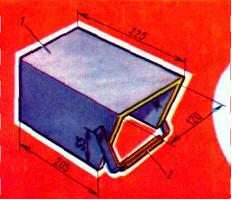 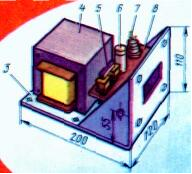 La figure 3. La conception de l'unité de puissance Basé sur le châssis 3 affiché transformateur de soudage 4 et un support avec des diodes V1-V8. A l'avant du châssis est fixé au support 8 transformateur auxiliaire monté sur celui-ci 5, condensateur 6 et SCR 7. Le panneau avant monté une partie du connecteur (dans un trou rectangulaire) câble de connexion, mode AC commutateur de réseau de résistance, le fouet du connecteur du cordon d'alimentation et serrer la connexion de -Plus pièces soudées solides. Le boîtier 1 est réalisé en duralumin de 2,5 mm d'épaisseur et muni d'une poignée 2 à transporter. Appareil pistolet de soudage montré. La figure 4. Le pistolet de soudage de l'appareil 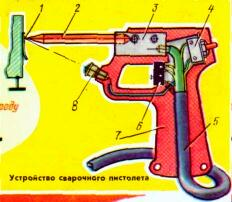 Gun boîtier 7 est réalisée sous la forme de deux pièces moulées identiques de feuille de PCB blanchi 12 mm d'épaisseur. Le porte-boîtier 3 monté électrode de soudage 2. illumination lampe 8 clé avec bouton-poussoir 4 "Rétro-éclairage", micro-6 "Impulse". câble 5 Raccordement est dvadtsatichetyrehprovodny câble flexible dans l'isolation en caoutchouc diamètre extérieur de 11 mm et une section transversale de chacun de 0,75 mm carré. Cinq fils de câble utilisé pour connecter le commutateur micro et le rétro-éclairage, et les dix-neuf restant soudé directement sur le porte-électrode 3. Le support est constitué d'une barre de cuivre de section rectangulaire ou carrée. La figure 2 est une électrode de cuivre tige 8 mm de diamètre. L'électrode doit être solidement fixé dans le support. En même temps, il doit être capable de changer l'électrode. Pour le soudage électrode feuille piqûre cône aiguisé passant dans la sphère de diamètre 1 ... 1,5 mm. Pour le soudage fil-électrode est appliquée avec un Highlander de travail plane. Montage du pistolet commence par couper le câble. Dix-neuf coupé soigneusement les conducteurs de câble, torsadés en charge de l'ouverture et scellés au porte-électrode 3. Les cinq autres fils sont coupés à longueur et soudées au microcommutateur 6 et 8, la lampe de rétroéclairage. L'autre extrémité de l'usine de câble dans l'insert de brancher un connecteur de type à 20 broches (conception de câble, voir. Onglet Image). Le pistolet utilisé micro MPZ-1T, rétro-éclairage SM-34-6 V, 0,25 A avec des accessoires équipés d'une petite lentille, tournez le bouton de rétroéclairage - de la lampe de bureau. Sur le panneau avant de l'unité d'alimentation du châssis monté sur le connecteur d'accouplement du connecteur de câble. Cinq contacts de connecteur correspondants sont connectés à certains circuits du dispositif, et l'autre est connecté en parallèle et reliés à une borne de l'enroulement secondaire du transformateur de soudage. La figure 5. L'apparition de l'unité 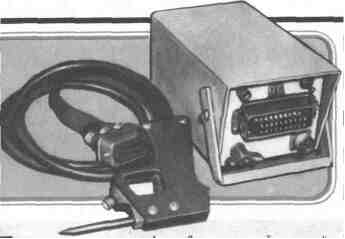 Le noyau magnétique du transformateur S40 gain de plaques, épaisseur de 70 mm fixé. L'enroulement primaire contient 300 tours de fil SEW-2 0.8. L'enroulement secondaire de ce transformateur se compose de 10 spires de fil isolé ou bus-section ne sont pas moins de 20 mm² (construction décrites dans cette bobine est faite de deux conducteurs multi-brins de 4 mm de diamètre, enroulé à la fois). La même section sont faites "sol" fil reliant l'enroulement secondaire. Sa longueur ne doit pas choisir plus 2 ... 2,5 m. Le transformateur T1 peut être tout qui fournit les enroulements secondaires de la tension 8 ... 10 V (pour charger le condensateur C1) et 3 ... 6 V (pour la puissance de la lampe) . Cette conception a été utilisé à partir de la voie ferrée des transformateurs magnétiques centraux enfants (section 10x10, plaque en forme de L). Il a placé un réseau d'enroulement / contenant 8000 SEW-2 0,08 tours de fil, d'enroulement // - 330 tours de fil SEW-2 0,3, et l'enroulement /// - 350 tours de fil SEW-2 0.2. Pince être reliée à la partie inférieure (dans le dispositif) le retrait de l'enroulement secondaire du transformateur T2 est monté sur un châssis sans que les entretoises isolantes. Dans la fabrication de transformateurs doivent garder à l'esprit que la qualité de l'isolation des enroulements dépend de la sécurité de travailler avec l'appareil. Par conséquent, au-dessus du primaire (réseau) des enroulements des transformateurs doivent appliquer au moins 4-6 couches de tissu verni ou papier imprégné de paraffine. La machine de soudage trimmer utilisé PPV-11, K50-3 interrupteur d'alimentation du condensateur TP1-2. Il convient de noter que l'utilisation de SCR-50 PTL due uniquement à la volonté de garantir une grande fiabilité de la machine et un fonctionnement sans problème dans des environnements difficiles et à la fluctuation de haute tension de la ligne. Avec une certaine détérioration de la qualité de la machine de soudage peut être utilisé série SCRs KU202 et les indices K, L, M ou N. Il est nécessaire de réduire la résistance de la résistance R1 de 50 ohms et la capacité du condensateur C1 à double. Correctement unité assemblée commence à travailler immédiatement, sans aucun ajustement. La qualité de la soudure (points) est vérifiée comme suit. bande de feuille d'acier largeur 10 ... 12 mm soudés à la libre de la surface à l'échelle de la barre d'acier avec trois-cinq points, puis arracher avec une paire de pinces. Les points de soudure sur la feuille doit rester diamètre de trou de 0,5 ... 0,8 mm, ce qui indique qu'aucun écart se produit au niveau du point de soudage et autour de lui. Si la feuille d'envoi à la soudure, le courant de soudage est sélectionné trimmer "Mode". Dans le choix du courant nécessaire de considérer que la qualité de couture qui se détériore avec l'augmentation de la pression sur l'électrode. Il convient également de noter que les données de référence de tension à courant continu qui doit être fournie à l'électrode de SCR PTL-50 pour son ouverture, le contrôle est égal à 8 V. Toutefois, la qualité de la soudure est améliorée de façon significative si cette tension a augmenté à 12 ... 15 V (la tension du condensateur chargé C1). La procédure d'utilisation de la machine. En premier lieu, "terre" soudage logement et la construction appareil, à laquelle il est nécessaire de souder la partie. Travailler avec un soudeur doit porter des gants de protection en caoutchouc et se tenir debout sur un tapis en caoutchouc. Inclure appareil est appliqué à la conception de la pièce soudée et bien pressée contre la pointe de l'électrode du pistolet de soudage à l'endroit où il est nécessaire de recevoir le point de la soudure. Cliquez sur le «déclencheur» du pistolet (sur le bouton du micro), en 1 ... 1,5 à retirer le pistolet les détails et mettre une épine au point suivant. Dans les cas où il est nécessaire d'inclure un rétro-éclairage. Lors de l'utilisation de la machine dans la production de celui-ci doit être accepté par la Commission locale pour la sécurité. En conclusion, il convient de souligner que les capacités de l'appareil peuvent être considérablement étendues. Si elle est utilisée, par exemple, une électrode en graphite de diamètre encuivré 6 ... 8 mm, peut être soudé des fils de cuivre étamé de 0,3 mm de diamètre. Très bien, ces conducteurs sont soudés à tout étamé et des pièces en métal argenté, ainsi que la feuille de cuivre non étamé. Il est possible, par exemple, à souder minces conducteurs de feuilles au PCB sans l'application de flux. De bons résultats sont obtenus en soudant une très minces feuilles de la feuille de cuivre. Dans ce cas, il est nécessaire de choisir la longueur de manière empirique et former une pointe d'électrode en graphite. Si vous avez besoin pour souder des pièces en plus épaisse tôle, transformateur de soudage doivent être remplacés plus puissant. Par exemple, pour des épaisseurs de tôle d'acier composé de 0,5 ... 0,7 mm nécessite une section de circuit magnétique du transformateur est pas moins de 65 ... 70 cm² L'enroulement des enroulements du transformateur primaire doit contenir 160-165 PETV diamètre de fil de 1,62 ... 1,7 mm, et le secondaire - section de boucle de bus de 4,5 cuivre d'au moins 90 millimètres carrés (par 1400 ... courant de soudage 1800 A). diamètre de l'électrode doit être augmentée à 18 ... 20 mm. Dans l'enroulement primaire du transformateur lorsque les flux de soudage d'impulsions de courant d'environ 45 A. Par conséquent, les diodes V5-V8 besoin primaire pour être remplacé par plus puissant, comme les frais généraux 50. V9 SCR devrait également être conçu pour le courant continu est pas moins de 50 A. Cependant, l'expérience montre que, pour le soudage de tôles d'acier d'une épaisseur allant jusqu'à 0,5 ... 0,7 mm est permis d'utiliser SCR PTL-50 sans radiateur additionnel, parce que le soudage l'élan est très court. Pour assurer le mode nominal lors du soudage des métaux de différentes épaisseurs (0,08 à 0,7 mm) dans l'appareil nécessaire pour assurer un meilleur contrôle du courant de soudage. Le plus utile à la place du condensateur C1 à utiliser un ensemble de trois condensateurs de 1000 uF chaque commutateur ou commuté en série (pour les tôles minces), ou en parallèle. |

Commentaires
Commentant, gardez à l' esprit que le contenu et le ton de vos messages peuvent blesser les sentiments des gens réels, montrer du respect et de la tolérance à ses interlocuteurs, même si vous ne partagez pas leur avis, votre comportement en termes de liberté d'expression et de l' anonymat offert par Internet, est en train de changer non seulement virtuel, mais dans le monde réel. Tous les commentaires sont cachés à l'index, le contrôle anti - spam.