|
section Accueil
Production, Amateur Radio amateur avions de modèle, fusée Utile, divertissant |
maître furtif
électronique physique de la technologie invention |
espace Mystery
Mystères de la Terre Secrets de l'océan infiltration section Carte |
  |
| Utilisation de matériel est autorisé à titre de référence (pour les sites - hyperliens) | |||
galvanoplastics
placage métallique sur les bijoux
![]()
Voir aussi: |
Métallisation est l'occupation des objets électroformé, disponible à la maison pour tous ceux qui veulent apprendre ce métier. navires galvanoplastiques plomb main-bain, généralement avec une forme rectangulaire (peuvent également être différents) et de la capacité, en fonction de la capacité de ces choses qui doivent être reproduites. Il est également en verre et en céramique (vitrage) les navires que le plastique (par exemple, un conteneur de feuille soudée vinoplasta boîte de la batterie), et des boîtes en bois, recouvert de bitume. Procédé électroformage du métal est appliquée à une grande variété de matières. Ex., Converti à lacets classiques en métal (ils décorent la jante pour des peintures ou des boîtes à bijoux sont faits de ces bracelets, filigranes délicate autres produits). Pour effectuer le revêtement de galvanoplastie a besoin d' une constante de ressort basse tension de courant (3-b, B), qui sera assez puissant que d' autres redresseurs de sélénium. La plupart sont disponibles redresseurs sont conçus pour charger les batteries de voiture (courant jusqu'à 7 A, tension de 6 V) ou des cellules sèches (si petite main - d'œuvre). Ajuster l'intensité du courant, dont la densité est dans le processus de travail est de 1 à 2 A / dm 2, la plupart des glissières ou sur l' eau résistances.
La forme (la cathode) et l'électrode de cuivre (anode) renforcer le bain sur des cintres, électrode de cuivre - sur un cuivre ou de laiton crochet de façon à ce que le trou dans l'électrode et le crochet ne touche pas l'électrolyte (sinon le métal sera érodé). Dangle forme de fil de cuivre ou de laiton à une distance de 15-20 cm de l'électrode.
Comme une anode pour le bain de galvanoplastie de cuivre est une plaque de cuivre de 4,3 mm d' épaisseur et plus.
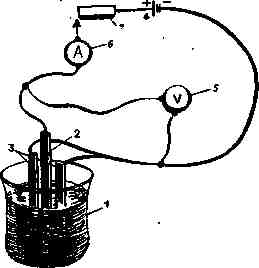
Fig. 1 Conduire électroformage l'installation:
1 - salle de bain, 2 - anode 3 - cathodes forment pour construire le cuivre,
4 - ressort à courant constant, 5 - voltmètre, 6 - ampèremètre, 7 - un rhéostat
processus de Electroformage mozhnoizgotovit ornements de sculpture ou de métal les plus divers. Et la forme de dépôts métalliques préparés à partir de plâtre, la cire, la paraffine, le plastique, l' argile, et plus particulièrement commode mastic "Viksint" à cet égard. Sous forme de cire ou de plâtre sont des couches de revêtement de pré-conductrice d'une composition spécifique du matériau (le graphite ou la poudre de bronze). cette couche est également reliée au pôle négatif.
L'électrolyte est préparé sur la base de sulfate de cuivre avec l'ajout d'acide sulfurique qui augmente la conductivité des masses. Sur 1 litre d'eau doivent 150-180 g de sulfate de cuivre (sulfate de cuivre). Mieux se dissoudre dans l'eau chaude. Après refroidissement de la solution à charge (température ambiante) de l'électrolyte a été filtré à travers un tissu. Puis il verse avec précaution déjà l'acide sulfurique (lent, mince filet afin d'éviter le réchauffement précipité d'électrolyte, des éclaboussures, qui conduit souvent à des brûlures graves). l' acide sulfurique RÉSUMÉ sulfate de cuivre bains maintenus dans 35-40 g / L (sa densité - 1,84 g / cm3). La solubilité du sulfate de cuivre a diminué de manière significative avec le nombre croissant d'acide. Dans une solution avec une fréquence accrue de bain de sulfate de cuivre se cristallise sur les parois et, pis encore, sur l'anode. Ainsi entraver le processus d'électrolyse. L'excès d'acide sulfurique est également des dépôts fragiles et de mauvaise qualité de cuivre due à l'hydrogène intensivement évolué à la cathode, en particulier si nous possédons une activité avec des densités de courant élevées. Un manque de concentration d'acide sulfurique conduit à la formation de boues de cuivre lâche et poreuse, peu importe ce qui ne rentre pas. Parfois, la qualité du cuivre a augmenté en utilisant des additifs. Ex., Un alcool (10,8 g / l). La présence d'alcool augmente considérablement la qualité du cuivre. Mais tout a son propre taux - l'excès d'alcool agit cuivre fragile. Le contact avec l'électrolyte de substances organiques (colle, quelques qualités de caoutchouc et ainsi de suite.) Porte atteinte à son fonctionnement. Peut éliminer ces impuretés, l' oxydation de l'électrolyte est chauffé permanganate de potassium (2 à 3 g / L) , soit par l' élimination du charbon actif en poudre fine (également de 2 à 3 g / l), après quoi il a été filtré.
Dans les électrolytes galvanoplastie chambre de support classique (18-20 deg.) Température. Il peut monter à 25-28 degrés. à la suite de la chaleur pendant le passage du courant électrique à travers l'électrolyte que l'électrolyte filtré mozhnochasche retirer de la boue provenant du bain - sous forme d'une suspension de poudre de cuivre, de graphite et de grain.
Il est très important de la densité de courant. Plus il est élevé également des anodes solubles plus intenses, plus boues sont collectées dans le bain (en particulier, à quel moment l'utilisation du cuivre anodique de bas grade). Slurry comme la position se dépose au fond. Mais le plus léger des particules en suspension à cause de convection passage à la cathode et la cause de l'obstruction galvanoplastie de cuivre. Toucher le cuivre déposé sur la cathode, la boue est transformée en métal, en formant des bosses et la rugosité, ce qui empêche le dépôt ultérieur du métal. Le graphite est utilisé en tant que forme une couche conductrice recouvrant pollue l'électrolyte dans le métal intercalés contribue également à l'obtention de la rugosité de surface.
Et maintenant, après les informations générales - directement à l'objet de la présente section. Toute personne intéressée à obtenir une technique de galvanoplastie sculpture de cuivre, se référer à l'article NV Odnoralov sur ce problème publié dans la série "DIY" (1990, №2). Nous prenons un coup d'oeil de plus près à la construction sur le modèle du métal.
Sur la cire et plasticine modèle - déjà le plus. Cette méthode de la capacité utilisée, si pas besoin de pièces de précision spéciales et leur reproduction mozhnopodvergat finition mécanique (découpe, le dépôt, à la poursuite et ainsi de suite. N.). produits Thin-art d'abord sans joints. Faire modèle ozokérite de cire d'une composition comprenant, outre l' ozokérite, 50% (en poids) de la paraffine (ou stéarine) ayant également une température de fusion suffisamment bas et un faible retrait, seul point plus tard - dureté significative. Avant de verser la composition dans un moule en plâtre est placé dans des conducteurs de contact sous la forme de crochets ou de nœuds, sans oublier les locaux profondément profilées du futur modèle, les projections sont sous la forme de gypse. données Conductors versant plus tard agir sur un modèle courbe extrémités. Dans une forme similaire prévue laiton ou tige de cuivre, en tant que fonctionnaire du cadre en contact avec la suspension, qui est relié à une barre de bain. Lorsque la cire durcit la composition, une copie du modèle est retiré du moule en plâtre est enlevé coutures rencontrées dans le procédé de coulée en cire.
Lors de la construction de composants pour le sommet critique maintient la vitesse de leur métal de serrage dans le bain de galvanoplastie. Elle dépend de la qualité de la couche déposée conductrice de l'électricité également à la localisation de la mise en contact des conducteurs sans erreur. Après le dépôt de la couche métallique d'épaisseur appropriée (1,5-2 mm), pas fausser le relief (mais le travail suffisante frappées), elle est traitée avec un fichier ou riflevkami classique. Puis prochekanivayut. Les gouttes de composition de cire.
Production de moules métalliques pour sculptures de coulée (produits) à partir de plastique. Comme il est la méthode des modèles de contact de copie de la sculpture. Pour obtenir un formulaire pour la reproduction des sculptures de la fonderie des matières plastiques, des modèles préfabriqués de la même manière, ainsi que la construction sur le dessus. La forme humide de gypse grumeleuse est rempli d'une composition de cire spéciale. . Par exemple, une telle composition: 700 g ozokérite, 200 - paraffine, 100 - colophane. Sur le modèle en cire obtenu est appliqué sur une très mince couche conductrice en graphite (frotté avec de la poudre de graphite tamisée). Ensuite, le modèle est défini comme conducteurs sous tension est immergé dans l'électrolyte.
Avec l'émergence de la couche métallique de l'épaisseur souhaitée des formes métalliques de cire fondue, les réchauffer sur la vapeur. Lavez avec de l'essence, l'acétone et d'autres solvants, dégraissé avec un alcali chaud. Lavé à l'eau chaude. Les formulaires de données ayant des différences de précision, facilement et à la force, la résine plastique est coulé. Par exemple., Epoxy, rezitovuyu, neoleykoritovuyu ayant une excellente coulée. Après que la résine de condensation (durcissement rempli de plastique produit dans l'huile moteur, on verse dans un pot en fer, il est défini pour former l'huile est chauffée à 60 à 70 degrés.) Est enlevée pour former la sculpture finie en les dissolvant dans le même électrolyte de cuivre d'acide sulfurique, dans lequel l' augmentation forme. Ils arrêtent à l'anode. En même temps, la construction d'une nouvelle vue du modèle de cire, achevée à la cathode.
Grafitirovanie. Dans la plupart des propriétés pour créer une couche conductrice de l'électricité fournit un graphite réponse en flocons. Mais mozhnoispolzovat toutes sortes de matériaux. Il est essentiel que le graphite, qui frottait la forme est propre, n'a pas d'impuretés, n'a rien à voir krupnocheshuychatym ou mat (terreuse, particules). Avant utilisation, il a été traité. Pédalage normal de paillettes broyées dans un broyeur en porcelaine (avec l'eau) ou dans un mortier et trituré. Le plus petit, colloïdal, - dans un moulin colloïdal. Éliminer les oxydes de fer, malaxé avec de l'eau jusqu'à obtenir une masse onctueuse, l'acide chlorhydrique est ajouté, - par jour graphite se dépose sur le fond du récipient. L'eau est évacuée. Graphite a plusieurs fois lavé avec de l'eau - rempli pour éliminer l'acide. Séchés. Frottez une spatule. Tamiser à travers un métal ou de soie tamis fin (. Avec le nombre de trous pas moins de 400 pièces / cm ") Pour tout impressionnant que les répliques ont le plus besoin petit graphique sur la production de copies de taille impressionnante est plus approprié grande - .. Il a une conductivité électrique élevée.
Il doit posséder à l'esprit que le graphite - résistivité électrique importante. Et par négligence frottant les ohmique opposition peuvent augmenter. Par conséquent, il est appliqué une couche dense. Dans la forme d'un relief mince - une brosse douce, mais pas très longue laine (cela est d'utiliser son extrémité). Dans le tube en caoutchouc de l'usure des balais, qui protège la forme possible de contact avec la brosse à mandrin métallique. Appliquer l'habitude belette aquarelle brosse de №8 jusqu'à №14; moins - plus strictes qui sont utilisés dans la peinture à l'huile; Elle est similaire à un coton-tige (en particulier pour le frottement des moules en plâtre).
Plâtre imprégné de cire et de cire formes meilleures en graphite n'a pas complètement refroidi état (adhérence des particules d'une substance avec un autre haut). Dans ce cas, une réception 2-graphité. Une autre forme de chaleur en poudre soigneusement avec un coton-tige, ce qui provoque le graphite en excédent. Et puis finalement refroidissement forme graphité. Sur faite de cire molle ou la composition de l'argile utilisée douce brosses écureuil ou des cotons-tiges. Les parois de la cavité de la forme de plâtre, au contraire, encore mieux Graphite brosse suffisamment rigide, en accordant une attention aux parties étroites ou profondes du relief. Grafitiruya coton-tige doit souvent considérer une surface de travail - il peut aussi endommager le relief ciré.
forme graphité Paraffine plus difficile (un matériau qui leur est appliquée mal stseplivaetsya leur surface). Habituellement, cela prend beaucoup de grafitirovanie. Traiter moule avec une brosse, tamponnez le même ne peut pas être (la cire est fragile et sujette à des cloques desquamation).
formes Plasticine, reliefs et figures à trois dimensions, précédemment mis sur eux que le graphite revêtu de gomme laque ou de vernis • laque à la nitrocellulose, créant ainsi un film qui protège la couche superficielle d'argile de dégâts dans le temps de grafitirovaniya également de l'érosion électrolytique. reliefs Plasticine sont fabriqués sur une plaque en plastique ou en verre, créant un fond plat. sculpture en volume à partir d'argile, qui construit acte de métal sur le châssis en aluminium. Dans le cas où le support temporel du cadre sort, ou qu'il est revêtu d'une cire de paraffine. Mais l'extension de la part de la carcasse est à gauche jusqu'à la fin du processus électroformé (cadre est pratique à utiliser pour les sculptures dans le bain pendaison), Et seulement après son achèvement, cette part est coupé avec une scie à métaux, couper l'argile densément barbouillé. Elle est recouverte d'une couche métallique conductrice de l'électricité augmentant aussi dans l'électrolyte.
Sur le verre, le plastique et d'autres matériaux que le métal augmentant essentiellement de considérations ornementales, la méthode suivante est appliquée au graphite. Le matériau à grafitirovaniyu, est d'abord recouverte d'une fine couche de caoutchouc ou de cire - spray ou d'un pinceau appliqué 0,2-0,3 minutes, la solution de tel ou tel. Et plus tard cette mise graphite brosse douce.
Bois, dentelle, papier et autres matériaux hygroscopiques jusqu'à la construction métallique est imprégné avec de la paraffine ou de la cire, puis graphité.
Nous venons d'ajouter une autre partie des formes de podgrafichivat déjà courus métal. Et tout cela parce que dans le processus de dépôt de métal électroformé sur la surface métallique de la forme part parfois pas retardée éléments empilables en raison de suffisamment revêtement dense de graphite, l'électrolyte insuffisant mouillant la forme entière, bouillonnant en elle pour d'autres raisons. Ne pas prêter attention à elle entraînera également une plus grande capacité - produire de grandes pores dans l'épaisseur du métal. Afin d'éviter de cette manière, la pré-forme est retirée de l'électrolyte, on les rince dans un bain d'eau du robinet ou dans un faible courant d'eau et séché espace forme d'un jet nezatyanuvshiesya de papier filtre d'air froid. l'espace de données podgrafichivayut puis brosse douce, mieux un visage (il convient non seulement pour la surface du moule, mais aussi les parois des petits trous). Podgrafichivat en gaze de coton ne peut pas être - les fibres adhèrent à la forme, et le métal empilable est rugueuse.
Le moule en graphite revêtu soufflé, élimination de l'excès, ne lui est associé; en particulier ceux avec soulagement profond complexe.
Bronzante, t. E. Un moyen d'éducation en appliquant une couche électriquement conductrice de poudre de bronze, est moins fréquent que grafitirovanie. Le fait que la poudre de bronze est lâchement adhère au matériau, qui est généralement faite de formes. Et pourtant. Brush frotter sous forme de poudre. Humidifiée de la solution 15 à 25% d'alcool de surface. Retirer immédiatement l' alcool et appliqué pour former chauffé à 30-35 degrés. Une solution constituée de 6 g de nitrate d'argent et 50 g de thiosulfite de sodium, dilué dans 1 litre d'eau. Une fois que le changement de coloration de la surface du moule, la solution a été vidée. Verser frais. En acquérant la forme grise solution déjà inchangeable décanté dernière partie. La forme est lavée avec de l'eau.
Silver-placage est également utilisé pas très souvent. mouillabilité accrue est obtenue a terminé sa forme non inférieur à 02/01 minutes alcool (après) 5,2 min avec une solution de la composition suivante: 5 g de chlorure stanneux, 40 ml d'acide chlorhydrique, 1 litre d'eau distillée. Par ailleurs, le chlorure stanneux comme catalyseur à la fois réduit également l'argent. Rincer la forme d'eau distillée, passez à l'argenture. une solution préparée au préalable 2: 1er - 40 g de nitrate d'argent dans 1 000 g d'eau distillée; 2 - 7 g de pyrogallol, 4 g d'acide citrique. Puis, 1 er et 2 nd solutions sont mélangées dans un rapport de 1: 5 en poids et versé dans la forme. Une fois percé sa solution est drainée. Formulaire lavé avec de l'eau distillée et répéter la même opération argenture solution brune. Après avoir été diplômé de l'argent, sous forme séchée.
couverture de formulaire comme le sulfure d'argent. Traité de 8,5% m verser le chlorure sous forme d'étain (ou une brosse lubrifié) avec une solution de 10 g de nitrate d' argent, 25 ml d' ammoniac ( à 25%), 30 ml d'alcool éthylique, 20 ml d'eau distillée. forme humidifiée séché et placé dans une chambre avec le sulfure d'hydrogène ou les sablée dans une hotte. pièces Pour obtenir deux sulfure d'hydrogène, dans une tasse de porcelaine est coulé de sulfure de fer a également versé de l'acide chlorhydrique. Blowing la forme du pistolet, fixez-le de sorte qu'il a été un tube de dérivation à un intervalle du liquide seulement au fond du flacon versé dans du sulfate d'ammonium. En vertu de la loi sur la couche d'argent sulfure d'hydrogène de l'ammoniac déposé d'un film mince de sulfure d'argent, qui a une conductivité électrique suffisamment élevée.
est assez moyen fréquents d'obtenir un film de sulfure d'argent sur la couche de vernis schellachnogo. Enrobé d'une fine couche de laque et par la suite le séchage est immergé dans une solution (ou le couronnement est appliquée au pinceau) constitué par le nitrate d'argent et d' un alcool dans le rapport 2: 3 en poids. La forme humide est placé dans une chambre avec le sulfure d'hydrogène ou de son jet soufflé. Solution alcoolique de nitrate d'argent adoucit la couche superficielle de la gomme laque, ce qui en fait le mieux gardé sur la surface du moule.
Copper façon mozhnotakim de surface métallisée. Dans la pré-forme de graphite est appliquée à 50% -et une solution d'alcool ( à partir de cela , il améliore la mouillabilité). Puis - sulfate de cuivre 20% solution s. Ajouter dans la dernière solution à 15% d'alcool -et rectifié. Une autre forme de surface humide saupoudré de limaille de fer très fines, ce qui est mélangé avec une brosse douce. Le processus a été répété 2-3 fois. Avant que le produit est dégraissée placage de cuivre de contact dépôt de solution d'ammoniac cuivre glycérate. Légèrement réduit la régularité de la surface (par ex., Un tissu de verre traité ou gravé par l'acide fluorhydrique) pour améliorer l'adhérence sur le métal déposé. Produits en plastique lingette poudre dentifrice ou de l' oxyde de magnésium, mélangé par une solution de 10 à 15% de carbonate de potassium ou d'un autre alcalin. Porcelaine ou verre articles sont immergés pendant 1-2 minutes dans une solution faible d'acide fluorhydrique. Après la préparation du sujet est lavé abondamment à l'eau courante. Immergé dans 1% d' argent solution de nitrate s pendant 5 minutes et séché à 40-50 °. .
Le produit a été lent, abaissant par 10-20 minutes dans un four préchauffé jusqu'à 25-30 degrés. Composition comprenant une solution dite 1,1L de cuivre, 400 ml de solution à 3% d'oxyde de sodium, hydr 200 ml et 800 ml de formol réducteur. "Une solution de cuivre" - la composition suivante: 1 litre de sulfate de cuivre (solution à 3%), 20 ml d'ammoniaque concentrée, 70-80 ml de glycérol. Restauratrice 100 g de sucre ont été dissous par chauffage dans 250 ml d'eau , on ajoute 0,5 ml d'acide nitrique concentré. Chauffer la solution jusqu'à l'acquisition de l'ambre. Ensuite , il est dilué avec de l' eau jusqu'à 1250 ml de capacité. Le cuivre sous forme de produit revêtu est soigneusement lavé à l'eau et chargé dans un bain électrolytique d'un bâtiment métallique.
capacité électrolytiques - le thème principal de ce chapitre. Nous calculons que les formulaires préparés par lui, sont déjà équipés de conducteurs ayant un contact avec la couche conductrice et de la suspension pour la fixation aux barres cathodiques, t. E. Ils sont facturés. Si la densité des matériaux formant inférieure à celle de l'électrolyte, il est fourni avec des marchandises qui sont également en conservant son évidé au-dessous du niveau supérieur de l'électrolyte.
Charge de formes. Les conducteurs sont d'un très doux, comme pour être recuit et de cuivre gravé ou d'un fil de laiton 0,15-0,2 mm ou 0,3-0,5 mm. fil Diluant - aux petites et moyennes entreprises sous forme. Thicker - au sens large (l'utilisation de fil de plus grand diamètre permet d'augmenter la densité de courant). Les formes prises de reliefs ou le volume de la sculpture, fournissent des ouvertures pour mettre en contact des suspensions ou des conducteurs et des charges de suspension. trous de données dans les formes de cire sont généralement calcinés, à l'époque, au moment où la cire est encore assez doux. Le plâtre est percé à la main pour former une composition de cire d'imprégnation. Comprend un trou sous la forme d'arêtes non-travail: leur diamètre est telle qu'ils pourraient entrer dans le fil de contact ou la suspension zone, en coupe transversale qui fournit l'absence de chauffage, en tenant compte de la densité de courant d'exploitation maximale. Dans les formes plates ouvertures pour le fret - sur le côté opposé du trou de suspension. Le nombre de ces trous est choisie en fonction de la nécessité d'équilibrer le moule dans un bain. fils de contact sont disposés à une distance de 5-10 mm des bords du produit fini. Il aliène la capacité de séparer facilement les bavures de métal dans la finition du bas-relief fini. Positionnement Guides loin des limites de la forme avec fierté parce qu'ils sont recouverts de la couche la plus épaisse de métal, difficile à enlever ronce. Dans les formes en vrac et forfaitaires Guides renforcent la première manière à la fin. Poser les fils des trous en forme de suspensorial de départ - ils sont introduits dans le trou sur la face avant de la forme et de fixer l'argile ou cérésine dans la source, mais à la fin de chaque section. Pour assurer le contact choisi avec la couche conductrice doit être un bon ajustement à la forme du conducteur: sa lame de couteau court au plan. plots conducteurs sur la fin de son autre extrémité réintroduite en forme de trou suspensorial donc seulement alors fixer la suspension - conducteur isolé dont l'extrémité est purifié par isolement d'une longueur suffisante pour contacter le conducteur se termine sous forme sandwich. Ensuite, le fil suspensorial courbé en crochet.
formes plates de suspension sont mieux servis par un fil de cuivre 1-core avec du chlorure de vinyle isolé. forme tridimensionnelle - douce torons de caoutchouc ou d'une autre isolation (fiable) qui protège le fil de l'électrolyte. Les charges peuvent être des morceaux de porcelaine, verre, céramique émaillée et non poreux. Et cela n'a pas duré métallique recouvert (ce qui est possible en cas de chute de la poussière de graphite), ils sont recouverts de laque ou de cire. Sur la cargaison ne devrait pas être des matériaux conducteurs d'électricité. A cet égard, elles sont en suspension pour former une couche électro-conductrice après le dépôt.
Chargement du bain forme un certain angle formé par la surface de l'électrolyte pour faciliter ainsi l'élimination de l'air sous forme d'étranglements. Ensuite, une forme plate, placée dans un électrolyte, placé horizontalement, de sorte que de lui une brosse douce pour enlever les bulles d'air restantes. Réduire les bulles de capture, sous forme d'alcool de la baie avant de télécharger. Halts forment prkticheski toujours dans un endroit qui permet à l'air de passer vers le haut. volumineuses formes fermées remplies d'électrolyte progressivement uniformément les déplaçant de l'atmosphère. locaux profondément profilées tenir de telle sorte que l'électrolyte, qui coule lentement en eux, aurait atmosphère entraînée.
L'ensemble initial de densité de courant minimum, alors qu'il ne provoque pas de fils qui brûlent, qui sont reliés à une couche électriquement conductrice. Un tel soutien jusqu'à ce que les formes métalliques entièrement serrées. Seulement puis passer à la densité de travail - il est déjà sûr.
dentelle Métallisation - en particulier une activité très répandue dans la galvanoplastie de la maison. L'état métallisé finement dentelle ornée filigranes suggère, en outre, très artistique. Ils peuvent égayer une variété d'œuvres d'art. dentelle dentelle, mince sur la figure, la plus belle en combinaison avec un fond translucide à travers eux sont également utilisés dans la décoration comme une superposition de décoration. dentelle guipure avec un plus grand par rapport à tulle ajouré bon pour la production directe d'une variété de produits d'art (Fig. 2, mais aussi b).
Il se trouve dans le pré-carats électroformes or metalization bordure en dentelle, la construction métallique, suivi par électroformage bordure en dentelle déjà sur le produit. stretch dentelle dans le premier cadre, imprégnés avec de la paraffine, le fer un fer entre les feuilles de papier (l'imprégnation en excès est éliminé). Appliquer la couche conductrice (fine de graphite), sur lequel fond dégonflé. Acheminer les fils sur le bord de la dentelle, ils sont fixés au châssis en plastique de fil épais avec du chlorure de vinyle isolé et avec son immergé dans un électrolyte (Fig. 2c).
cuivre dentelle revêtu est traité avec une brosse en laiton. A partir de la dentelle métallique découpée de la pièce désirée et est monté sur le produit. Soit produire le produit lui-même, donnant une forme appropriée de dentelle blanche. Soudez-les dans la manière habituelle - avec l'utilisation de soudure étain-plomb. finition galvanoplastie est appliquée à la dentelle décoration de la couche d'argent, d'or ou d'oxydation de la tonalité correspondante.
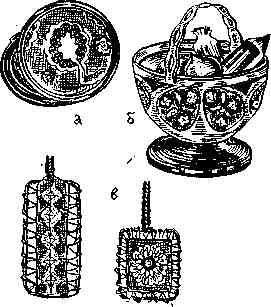
Fig. dentelle 2. Métallisation: seulement - poudre boîte, ornée de dentelle métallique de tulle de doublure sur la couverture; b - bonbons, dont les murs sont en dentelle métallisée; Seulement - dentelle cordage conducteur
De même, de la même façon, mais seulement avec quelques différences, a fait la production de, disons, un herbarium, des moules pour le pressage de produits à partir de plantes de métal de revêtement acrylate comme des fruits, des objets en bois et plumes d'oiseaux. Nous discutons en détail dès que le dernier.
Les produits métalliques de revêtement de bois, plumes d'oiseaux ont une valeur ornementale à l'intérieur de l'appartement. Ces éléments apparaîtront avec métal coulé. Produits à base de billes préalablement bouillis dans de la cire ou de la paraffine, la cérésine, la cire ozokérite, ou d'autres mélanges - éliminer hygroscopique (il absorbe l'électrolyte). Graphité. Ils établissent des conducteurs.
charge suspendue. Formulaire est chargée dans un bain. De même, les couvertures de plumes métalliques, mais seulement ne les proparivaya en cire ou de paraffine, ne plongeant dans la composition fondue. Comme graphité, fixez le conducteur lorsque la charge est abaissée dans le bain.
![]()

Commentaires
Commentant, gardez à l' esprit que le contenu et le ton de vos messages peuvent blesser les sentiments des gens réels, montrer du respect et de la tolérance à ses interlocuteurs, même si vous ne partagez pas leur avis, votre comportement en termes de liberté d'expression et de l' anonymat offert par Internet, est en train de changer non seulement virtuel, mais dans le monde réel. Tous les commentaires sont cachés à l'index, le contrôle anti - spam.