 |
|- Цветы и растения
- Аквариум и рыбы
- Для работы
- Для сайта
- Для обучения
- Почтовые индексы Украины
- Всяко-разно
- Электронные библиотеки
- Реестры Украины
- Старинные книги о пивоварении
- Словарь старославянских слов
- Все романы Пелевина
- 50 книг для детей
- Стругацкие, сочинения в 33 томах
- Записи Леонардо да Винчи
- Биология поведения человека
| Главная |
Организация производства - Курочкин А.С.
2.2. Организация производственного процесса в пространстве (типы и методы организации производства)
Организационные типы производства
Промышленные предприятия различаются по многим показателям – структуре и объему выпускаемой продукции, ее широте и устойчивости номенклатуры и т. п. В зависимости от этих показателей рабочие места, участки, цехи и предприятия подразделяются на несколько организационных типов производства.
Тип производства определяет структуру предприятий и цехов, характер загрузки рабочих мест и движение предметов труда в процессе производства. Каждый тип производства имеет определенные особенности организации производственного процесса и труда, применяемого оборудования и технологических процессов, состава и квалификации кадров и т. п. Каждому типу производства присуща определенная система планирования и учета.
Тип производства — это комплексная характеристика организационно-технологического уровня производства, т.е. совокупность номенклатуры продукции, объема производства, повторяемости продукции, характера загрузки рабочих мест, типа используемого оборудования, квалификации рабочих, себестоимости продукции и др.
Различают три основных типа производства: единичное, серийное и массовое (табл. 8).
Единичный тип производства характеризуется широкой номенклатурой изготовляемой продукции и небольшим объемом выпуска одинаковых изделий. Технологические процессы и нормативы разрабатывают с указанием межцеховых технологических маршрутов и необходимого оборудования, уточняют и дорабатывают в цехах и на рабочих местах. Оборудование, инструмент и приспособления, как правило, универсальные; обеспечивают выполнение различных работ того или иного профиля предприятия. Оборудование располагается по группам однотипных станков. Доработка технологического процесса на рабочих местах требует применения труда рабочих высокой квалификации.
Предприятия с единичным типом производства спроектированы на изготовление уникального оборудования (прокатные станы, турбины
Таблица 8
СРАВНИТЕЛЬНАЯ ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА ТИПОВ ПРОИЗВОДСТВА
| Параметр | Тип производства единичное серийное массовое |
||
1. Специализация рабочих мест |
Разные операции |
Периодически повторяющиеся операции |
Одна-две постоянно повторяющиеся операции |
2. Номенклатура продукции |
"Широкая", неограниченная |
Ограниченная сериями |
"Узкая", один или несколько видов |
3. Оборудование и его расстановка |
Универсальное, технологический принцип |
Часть оборудования специализирована; предметно-технологический принцип |
Специальное, предметный принцип; автоматические линии |
4. Оснастка |
Универсальная |
Применяемая в больших масштабах |
Специальная |
5. Квалификация рабочих |
Высокая |
Средняя |
Низкая |
6. Коэффициент использования металлов |
0,40-0,60 |
0,60-0,80 |
0,80-0,95 |
|
7. Уровень автоматизации производства |
До 0,20 |
0,40-0,70 |
0,90-0,99 |
8. Трудоемкость и себестоимость изготовления единицы продукции |
Высокая |
Средняя |
Низкая |
9. Качество продукции |
Удовлетворительное |
Выше среднего |
Хорошее |
и т. п.), специальной оснастки (штампы, литейные формы, приспособления), изделий опытного производства и образцов новой техники. Коэффициент использования металла здесь очень низкий (0,4-0,6), уровень автоматизации производственных процессов также очень низкий.
Серийный тип производства характеризуется изготовлением ограниченной номенклатуры изделий, которая периодически повторяется. Изделия запускаются в производство сериями, детали обрабатываются партиями. (Под серией понимается количество конструктивно-технологически одинаковых изделий, запускаемых в производство одновременно или последовательно.) Изготовление изделий сериями позволяет закрепить за рабочими местами ряд деталей (операций) для постоянного или периодически повторяющегося выполнения.
Такая специфика серийного типа производства приводит к тому, что здесь наряду с универсальным оборудованием широко применяется специализированное, рабочие места в значительной мере специализируются. Широко применяются быстропереналаживаемые станки-автоматы, манипуляторы и т. п. Все это способствует повышению производительности труда, сокращению продолжительности производственного цикла.
Кроме того, в серийном производстве детально разрабатывается технологический процесс, позволяющий снижать припуски на обработку и повышать точность заготовок. Все это приводит к повышению коэффициента использования металла — до 0,80.
Серийное производство подразделяется на три подтипа: мелкосерийное, среднесерийное и крупносерийное. По технико-экономическим особенностям мелкосерийное производство приближается к единичному, а крупносерийное — к массовому.
Для массового производства характерна номенклатура выпускаемой продукции при больших масштабах ее производства (автомобили, тракторы и т. п.). При этом используют специальное оборудование, инструменты, технологическую оснастку. Широко применяют станки-автоматы и автоматические линии. Рабочие выполняют очень ограниченное количество операций.
Технологический процесс разрабатывают очень подробно и тщательно на каждую операцию с указанием режимов работы оборудования, используемого инструмента, норм затрат времени, материалов (коэффициент использования металлов достигает 0,95). Оборудование располагают по ходу технологического процесса, применяют параллельный метод сочетания операций. Это способствует значительному сокращению продолжительности производственного цикла, величины заделов, снижению затрат на производство продукции.
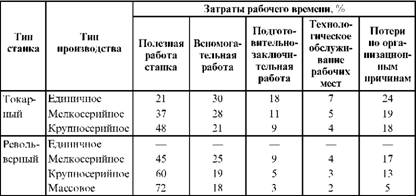
Примерная структура затрат рабочего времени по отдельным типам станков и различным типам производства приведена в табл. 9.
Каждому типу производства соответствуют определенные методы его организации.
Таблица 9
ПРИМЕРНАЯ СТРУКТУРА ЗАТРАТ РАБОЧЕГО ВРЕМЕНИ В ЗАВИСИМОСТИ ОТ ТИПА ПРОИЗВОДСТВА [20]
Created/Updated: 25.05.2018